
一種硅橡膠模具及其制備方法與流程
 1.本發明涉及模具加工技術領域,具體涉及一種硅橡膠模具及其制備方法。背景技術:2.樹脂軟膠模具是雕塑制作工藝中的常見工具,其具有易成型、易脫模、可反復使用、成本低廉的優勢,被廣泛的應用在雕塑制作中。3.但現有的樹脂軟膠模具存在抗拉強度低、容易破損、使用壽命短的問題。因此需要尋找一種抗拉強度高的軟模具的制備方法。技術實現要素:4.本發明的目的在于克服上述技術不足,提供一種硅橡膠模具及其制備方法,解決現有技術中軟模具的抗拉強度低的技術問題。5.為達到上述技術目的,本發明的技術方案提供一種硅橡膠模具的制備方法,包括以下步驟:6.s1、將硅橡膠與交聯劑混合得到混合硅橡膠漿;7.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作多次,之后凝固得到硅橡膠模具。8.進一步地,在步驟s1中,所述硅橡膠與所述交聯劑的質量比為25:(4?6)。9.進一步地,在步驟s2中,所述玻纖網布中的孔徑為0.1?0.2mm。10.進一步地,在步驟s2中,之后蓋上玻纖網布并如此循環操作2?4次。11.進一步地,在步驟s2中,所述凝固的時間為30?40min。12.進一步地,在步驟s2中,所述硅橡膠模具的厚度為0.8mm?1mm。13.進一步地,在步驟s2中,在20?45℃下凝固得到所述硅橡膠模具。14.進一步地,在步驟s2中,在步驟s2之后還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1?2份,硫酸亞鐵1?3份,六偏磷酸鈉1?2份,水泥100?200份,草酸10?15份,氯化鎂250?350份,水200?210份,輕燒粉300?400份混合得到。15.進一步地,在步驟s3中,所述凝固的時間為2?3小時。16.此外,本發明還提出一種上述制備方法制備得到的硅橡膠模具。17.與現有技術相比,本發明的有益效果包括:由硅橡膠和交聯劑混合制得的硅橡膠漿涂覆與模型的表面,之后蓋上玻纖網布,之后并如此循環操作多次,之后凝固得到硅橡膠模具,玻纖網布能夠提供支撐骨架,進一步提高硅橡膠模具的抗拉強度,將硅橡膠模具的抗拉強度可提高至6.4mpa。具體實施方式18.本具體實施方式提供了一種硅橡膠模具的制備方法,包括以下步驟:19.s1、按照硅橡膠與交聯劑的質量比為25:(4?6)將硅橡膠與交聯劑混合得到混合硅橡膠漿;所述交聯劑為過氧化二異丙苯;20.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作2?4次,之后在20?45℃下凝固30?40min得到厚度為0.8mm?1mm的硅橡膠模具;所述玻纖網布中的厚度為0.1?0.2mm;模型通常為雕像成品;21.s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固2?3小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1?2份,硫酸亞鐵1?3份,六偏磷酸鈉1?2份,水泥100?200份,草酸10?15份,氯化鎂250?350份,水210?200份,輕燒粉300?400份混合得到。通過步驟s3可以制得與硅橡膠模具相匹配的外殼,外殼對硅橡膠模具在制備雕像的時候具有一定的支撐作用,能夠確保硅橡膠模具不發生形變,而且因為增添了水泥,減少了輕燒粉的用量加快了外殼的凝固時間,凝固時間只需要2?3小時,而且抗拉強度也得到了提高。22.本具體實施方式還包括上述制備方法制備得到的硅橡膠模具。23.為了使本發明的目的、技術方案及優點更加清楚明白,以下結合實施例,對本發明進行進一步詳細說明。應當理解,此處所描述的具體實施例僅僅用以解釋本發明,并不用于限定本發明。24.實施例125.本實施例提出一種硅橡膠模具,由以下步驟制得:26.s1、按照硅橡膠與交聯劑的質量比為25:4將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;27.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作3次,之后在25℃下凝固30min得到厚度為0.8mm的硅橡膠模具;所述玻纖網布中的厚度為0.1mm。28.實施例229.本實施例提出一種硅橡膠模具,由以下步驟制得:30.s1、按照硅橡膠與交聯劑的質量比為25:6將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;31.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作4次,之后在20℃下凝固30min得到厚度為1mm的硅橡膠模具;所述玻纖網布中的厚度為0.2mm。32.實施例333.本實施例提出一種硅橡膠模具,由以下步驟制得:34.s1、按照硅橡膠與交聯劑的質量比為25:5將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;35.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作2次,之后在40℃下凝固30min得到厚度為0.9mm的硅橡膠模具;所述玻纖網布中的厚度為0.1mm;36.s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固3.5小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵2份,六偏磷酸鈉2份,水泥200份,草酸12份,氯化鎂320份,水205份,輕燒粉400份混合得到。37.實施例438.本實施例提出一種硅橡膠模具,由以下步驟制得:39.s1、按照硅橡膠與交聯劑的質量比為25:5將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;40.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作3次,之后在25℃下凝固35min得到厚度為0.8mm的硅橡膠模具;所述玻纖網布中的厚度為0.1mm。41.實施例542.本實施例與實施例1的區別在于,在步驟s2之后,還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固3小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉2份,硫酸亞鐵3份,六偏磷酸鈉1份,水泥150份,草酸15份,氯化鎂250份,水200份,輕燒粉300份混合得到。43.實施例644.本實施例與實施例1的區別在于,在步驟s2之后,還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固4小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵2份,六偏磷酸鈉2份,水泥100份,草酸10份,氯化鎂300份,水210份,輕燒粉350份混合得到。45.實施例746.本實施例與實施例1的區別在于,在步驟s2之后,還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固4小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵3份,六偏磷酸鈉1.5份,水泥180份,草酸13份,氯化鎂340份,水205份,輕燒粉400份混合得到。47.實施例848.本實施例與實施例1的區別在于,在步驟s2之后,還包括:49.s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固4小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵3份,六偏磷酸鈉2份,水泥180份,草酸13份,氯化鎂350份,水210份,輕燒粉400份混合得到。50.對比例151.本對比例與實施例5的區別在于:外殼漿料的組分不同,具體地,外殼漿料,按照重量份數計算,硫酸亞鐵1份,六偏磷酸鈉1份,磷酸三鈉1份,草酸10份,氯化鎂250份,水200份,輕燒粉690份。52.對比例253.本對比例與實施例1的區別在于:沒有添加玻纖網布,具體地,該硅橡膠模具,由以下步驟制得:54.s1、按照硅橡膠與交聯劑的質量比為25:4將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;55.s2、將所述硅橡膠漿涂覆于模型的表面,循環涂覆3次,之后在25℃下凝固30min得到厚度為0.5mm的硅橡膠模具。56.對實施例1?8及對比例1?2制得的硅橡膠模具的抗拉強度、抗壓強度、彎曲強度和斷裂伸長率測試,測試結果如表1所示。57.表1實施例1?8及對比例1?2的性能測試結果[0058][0059]從表1可以看出,實施例1?4制備得到的硅橡膠模具具有優異的力學性能,從實施例5?8可以看出,具有外殼的硅橡膠模的力學性能得到明顯提高,特別是抗拉強度高至94.7mpa,抗壓強度高至162.4mpa。[0060]以上所述本發明的具體實施方式,并不構成對本發明保護范圍的限定。任何根據本發明的技術構思所做出的各種其他相應的改變與變形,均應包含在本發明權利要求的保護范圍內。
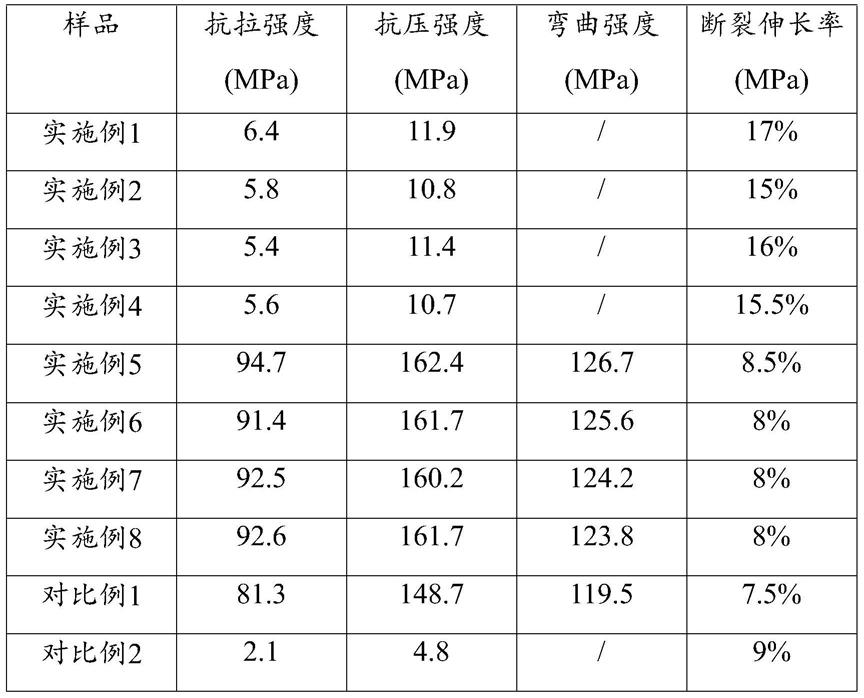
1.本發明涉及模具加工技術領域,具體涉及一種硅橡膠模具及其制備方法。背景技術:2.樹脂軟膠模具是雕塑制作工藝中的常見工具,其具有易成型、易脫模、可反復使用、成本低廉的優勢,被廣泛的應用在雕塑制作中。3.但現有的樹脂軟膠模具存在抗拉強度低、容易破損、使用壽命短的問題。因此需要尋找一種抗拉強度高的軟模具的制備方法。技術實現要素:4.本發明的目的在于克服上述技術不足,提供一種硅橡膠模具及其制備方法,解決現有技術中軟模具的抗拉強度低的技術問題。5.為達到上述技術目的,本發明的技術方案提供一種硅橡膠模具的制備方法,包括以下步驟:6.s1、將硅橡膠與交聯劑混合得到混合硅橡膠漿;7.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作多次,之后凝固得到硅橡膠模具。8.進一步地,在步驟s1中,所述硅橡膠與所述交聯劑的質量比為25:(4?6)。9.進一步地,在步驟s2中,所述玻纖網布中的孔徑為0.1?0.2mm。10.進一步地,在步驟s2中,之后蓋上玻纖網布并如此循環操作2?4次。11.進一步地,在步驟s2中,所述凝固的時間為30?40min。12.進一步地,在步驟s2中,所述硅橡膠模具的厚度為0.8mm?1mm。13.進一步地,在步驟s2中,在20?45℃下凝固得到所述硅橡膠模具。14.進一步地,在步驟s2中,在步驟s2之后還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1?2份,硫酸亞鐵1?3份,六偏磷酸鈉1?2份,水泥100?200份,草酸10?15份,氯化鎂250?350份,水200?210份,輕燒粉300?400份混合得到。15.進一步地,在步驟s3中,所述凝固的時間為2?3小時。16.此外,本發明還提出一種上述制備方法制備得到的硅橡膠模具。17.與現有技術相比,本發明的有益效果包括:由硅橡膠和交聯劑混合制得的硅橡膠漿涂覆與模型的表面,之后蓋上玻纖網布,之后并如此循環操作多次,之后凝固得到硅橡膠模具,玻纖網布能夠提供支撐骨架,進一步提高硅橡膠模具的抗拉強度,將硅橡膠模具的抗拉強度可提高至6.4mpa。具體實施方式18.本具體實施方式提供了一種硅橡膠模具的制備方法,包括以下步驟:19.s1、按照硅橡膠與交聯劑的質量比為25:(4?6)將硅橡膠與交聯劑混合得到混合硅橡膠漿;所述交聯劑為過氧化二異丙苯;20.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作2?4次,之后在20?45℃下凝固30?40min得到厚度為0.8mm?1mm的硅橡膠模具;所述玻纖網布中的厚度為0.1?0.2mm;模型通常為雕像成品;21.s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固2?3小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1?2份,硫酸亞鐵1?3份,六偏磷酸鈉1?2份,水泥100?200份,草酸10?15份,氯化鎂250?350份,水210?200份,輕燒粉300?400份混合得到。通過步驟s3可以制得與硅橡膠模具相匹配的外殼,外殼對硅橡膠模具在制備雕像的時候具有一定的支撐作用,能夠確保硅橡膠模具不發生形變,而且因為增添了水泥,減少了輕燒粉的用量加快了外殼的凝固時間,凝固時間只需要2?3小時,而且抗拉強度也得到了提高。22.本具體實施方式還包括上述制備方法制備得到的硅橡膠模具。23.為了使本發明的目的、技術方案及優點更加清楚明白,以下結合實施例,對本發明進行進一步詳細說明。應當理解,此處所描述的具體實施例僅僅用以解釋本發明,并不用于限定本發明。24.實施例125.本實施例提出一種硅橡膠模具,由以下步驟制得:26.s1、按照硅橡膠與交聯劑的質量比為25:4將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;27.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作3次,之后在25℃下凝固30min得到厚度為0.8mm的硅橡膠模具;所述玻纖網布中的厚度為0.1mm。28.實施例229.本實施例提出一種硅橡膠模具,由以下步驟制得:30.s1、按照硅橡膠與交聯劑的質量比為25:6將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;31.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作4次,之后在20℃下凝固30min得到厚度為1mm的硅橡膠模具;所述玻纖網布中的厚度為0.2mm。32.實施例333.本實施例提出一種硅橡膠模具,由以下步驟制得:34.s1、按照硅橡膠與交聯劑的質量比為25:5將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;35.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作2次,之后在40℃下凝固30min得到厚度為0.9mm的硅橡膠模具;所述玻纖網布中的厚度為0.1mm;36.s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固3.5小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵2份,六偏磷酸鈉2份,水泥200份,草酸12份,氯化鎂320份,水205份,輕燒粉400份混合得到。37.實施例438.本實施例提出一種硅橡膠模具,由以下步驟制得:39.s1、按照硅橡膠與交聯劑的質量比為25:5將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;40.s2、將所述硅橡膠漿涂覆于模型的表面,并蓋上玻纖網布,繼續在玻纖網布上涂覆所述硅橡膠漿,之后蓋上玻纖網布并如此循環操作3次,之后在25℃下凝固35min得到厚度為0.8mm的硅橡膠模具;所述玻纖網布中的厚度為0.1mm。41.實施例542.本實施例與實施例1的區別在于,在步驟s2之后,還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固3小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉2份,硫酸亞鐵3份,六偏磷酸鈉1份,水泥150份,草酸15份,氯化鎂250份,水200份,輕燒粉300份混合得到。43.實施例644.本實施例與實施例1的區別在于,在步驟s2之后,還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固4小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵2份,六偏磷酸鈉2份,水泥100份,草酸10份,氯化鎂300份,水210份,輕燒粉350份混合得到。45.實施例746.本實施例與實施例1的區別在于,在步驟s2之后,還包括:步驟s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固4小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵3份,六偏磷酸鈉1.5份,水泥180份,草酸13份,氯化鎂340份,水205份,輕燒粉400份混合得到。47.實施例848.本實施例與實施例1的區別在于,在步驟s2之后,還包括:49.s3、在所述硅橡膠模上鋪上玻璃纖維布,之后涂覆外殼漿料,然后再鋪上玻璃纖維布,如此循環操作多次,之后凝固4小時制得外殼;所述外殼漿料,按照重量份數計算,由磷酸三鈉1份,硫酸亞鐵3份,六偏磷酸鈉2份,水泥180份,草酸13份,氯化鎂350份,水210份,輕燒粉400份混合得到。50.對比例151.本對比例與實施例5的區別在于:外殼漿料的組分不同,具體地,外殼漿料,按照重量份數計算,硫酸亞鐵1份,六偏磷酸鈉1份,磷酸三鈉1份,草酸10份,氯化鎂250份,水200份,輕燒粉690份。52.對比例253.本對比例與實施例1的區別在于:沒有添加玻纖網布,具體地,該硅橡膠模具,由以下步驟制得:54.s1、按照硅橡膠與交聯劑的質量比為25:4將硅橡膠與交聯劑過氧化二異丙苯混合得到混合硅橡膠漿;55.s2、將所述硅橡膠漿涂覆于模型的表面,循環涂覆3次,之后在25℃下凝固30min得到厚度為0.5mm的硅橡膠模具。56.對實施例1?8及對比例1?2制得的硅橡膠模具的抗拉強度、抗壓強度、彎曲強度和斷裂伸長率測試,測試結果如表1所示。57.表1實施例1?8及對比例1?2的性能測試結果[0058][0059]從表1可以看出,實施例1?4制備得到的硅橡膠模具具有優異的力學性能,從實施例5?8可以看出,具有外殼的硅橡膠模的力學性能得到明顯提高,特別是抗拉強度高至94.7mpa,抗壓強度高至162.4mpa。[0060]以上所述本發明的具體實施方式,并不構成對本發明保護范圍的限定。任何根據本發明的技術構思所做出的各種其他相應的改變與變形,均應包含在本發明權利要求的保護范圍內。
.jpg)
 前臺咨詢
前臺咨詢 131-4872-2661
131-4872-2661